
Zašto aluminij dominira dizajnom kućišta motora
The aluminijsko kućište elektromotora je postao zadani izbor u industrijskim, komercijalnim i automobilskim motornim aplikacijama - i to s dobrim razlogom. Aluminijske legure nude kombinaciju svojstava koje niti jedan konkurentni materijal ne može u potpunosti ponoviti: niska gustoća, visoka toplinska vodljivost, otpornost na koroziju i izvrsna obradivost, a sve po cijeni koja se učinkovito skalira s volumenom proizvodnje.
Srž prednosti aluminija je upravljanje toplinom. Električni motor kontinuirano stvara toplinu tijekom rada, a kućište mora raspršiti tu toplinu dovoljno brzo da zaštiti namote, ležajeve i izolaciju od prerane degradacije. Toplinska vodljivost aluminija od približno 150 – 200 W/m·K — otprilike četiri do pet puta veća od lijevanog željeza — dizajnerima motora omogućuje održavanje radnih temperatura unutar sigurnih granica bez predimenzioniranja kućišta ili dodavanja vanjskih sustava hlađenja.
Dodatni čimbenici koji potiču prelazak na aluminijska kućišta motora:
- Smanjenje težine: Aluminij ima približno jednu trećinu gustoće od lijevanog željeza. Za mobilne platforme — viličare, električna vozila, industrijske robote — svaki kilogram ušteđen iz kućišta motora izravno produljuje domet baterije ili poboljšava dinamičke performanse.
- Otpornost na koroziju: Aluminij prirodno stvara zaštitni sloj oksida, što ga čini prikladnim za vlažna, mokra ili kemijski aktivna okruženja bez dodatnih zaštitnih premaza u mnogim primjenama.
- EMI zaštita: Aluminijska kućišta učinkovito prigušuju elektromagnetske smetnje, štiteći osjetljivu upravljačku elektroniku motora od vanjske buke i sprječavajući zračenje vlastitih sklopnih frekvencija motora prema van.
- Mogućnost recikliranja: Aluminij se može 100 % reciklirati sa samo oko 5 % energije potrebne za primarnu proizvodnju, podupirući ciljeve kružnog gospodarstva koji se sve više postavljaju na europskim i azijskim tržištima motora.
Aluminijsko kućište elektromotora: legure i metode proizvodnje
Nisu sva aluminijska kućišta motora izrađena na isti način. Proces proizvodnje određuje moguće tolerancije, završnu obradu površine, debljinu stjenke i konačno toplinsku i strukturnu izvedbu gotovog dijela. U proizvodnji dominiraju tri metode.
Lijevanje pod pritiskom
Lijevanje pod visokim tlakom (HPDC) najčešći je postupak za kućišta motora srednjeg do velikog volumena u rasponu od 0,5 – 30 kW. Rastaljeni aluminij — tipično A380 ili ADC12 legura — ubrizgava se u čeličnu matricu pod tlakom od 700 – 1400 bara, proizvodeći dio gotovo neto oblika u vremenu ciklusa od 30 – 90 sekundi. Lijevanje pod pritiskom omogućuje složene geometrije uključujući integrirane montažne izbočine, nizove rebara za hlađenje i ulazne točke vodova u jednoj operaciji. Tolerancije dimenzija od ±0,1 – 0,3 mm su standardne, dovoljne za većinu spojeva provrta motora i krajnjeg zvona.
Istiskivanje
Istiskivanje produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the ekstrudirano kućište motora viličara o kojima se govori u sljedećem odjeljku. Uobičajene legure za ekstrudirana kućišta motora uključuju 6061-T6 i 6063-T5 , odabrani zbog ravnoteže čvrstoće, mogućnosti ekstrudiranja i obradivosti. Moguće je postići debljinu stijenke od samo 1,5 mm, što smanjuje težinu bez žrtvovanja krutosti konstrukcije.
Lijevanje u pijesak i gravitacijsko lijevanje
Za velike okvire motora — obično iznad veličine okvira od 55 kW — i za male količine prilagođenih narudžbi, lijevanje u pijesak ili gravitacijsko (trajni kalup) lijevanje nudi niže troškove alata nego HPDC. Legure kao što su A356-T6 su standardni, osiguravaju vlačnu čvrstoću od 220 – 280 MPa nakon toplinske obrade. Završna obrada površine i konzistentnost dimenzija niži su od metoda matrice ili ekstruzije, tako da je dodatni materijal za strojnu obradu uključen u dizajn odljevka.
| Proces | Uobičajena legura | Tipična tolerancija | Najbolje za |
|---|---|---|---|
| Lijevanje pod visokim pritiskom | A380, ADC12 | ±0,1 – 0,3 mm | Veliki volumen, složena geometrija, 0,5 – 30 kW |
| Istiskivanje CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Cjevasta kućišta, servo i motori za viličare |
| Lijevanje u pijesku/gravitaciji | A356-T6 | ±0,5 – 1,5 mm | Veliki okviri (>55 kW), male količine po narudžbi |
Ekstrudirano kućište motora viličara: Prioriteti i zahtjevi dizajna
The ekstrudirano kućište motora viličara radi u jednom od najzahtjevnijih okruženja s kojima se kućište motora susreće: stalne vibracije s podova skladišta, izloženost parama kiseline iz akumulatora, maglici hidrauličkog ulja, toplinskom cikliranju između unutarnjeg i vanjskog okruženja i mehaničkim udarima od udara opterećenja. Ispunjavanje ovih uvjeta uz održavanje pogonskog sklopa što je moguće kompaktnijim i lakšim čini zahtjeve za dizajn neobično strogim.
Strukturni integritet pod vibracijama i udarcima
Vučni i hidraulički motori viličara obično se montiraju izravno na šasiju ili hidraulički blok bez izolacije od vibracija. Kućište stoga mora biti otporno na pucanje uslijed zamora na montažnim izbočinama i sjedištima ležaja pod kontinuiranim cikličkim opterećenjem. 6061-T6 aluminij je poželjan izbor za ekstrudirana kućišta viličara jer njegova vlačna čvrstoća od 310 MPa i granica razvlačenja od 276 MPa pružaju dovoljnu marginu u odnosu na udarna opterećenja koja nastaju tijekom preuzimanja palete i putovanja preko ploča doka. Geometrija montažne prirubnice obično je zadebljana za 20 – 30 % iznad minimalnih konstrukcijskih zahtjeva kako bi se prilagodilo prednaprezanju vijka i spriječila korozija na dodiru.
Brtvljenje i IP ocjena
Većina kućišta motora viličara cilja IP54 ili IP65 zaštita — potpuno isključenje prašine i zaštita od vodenih mlaznica iz skladišnih operacija pranja. Postizanje ovoga s ekstrudiranim aluminijskim kućištem zahtijeva precizno strojno obrađene spojne površine krajnjeg zvona (površinska obrada Ra ≤ 1,6 µm), kontinuirane utore za O-prsten i pričvršćivače od nehrđajućeg čelika za sprječavanje galvanske korozije na međusklopu čelik-aluminij. Ulazne točke cijevi koriste spojeve s kompresijskim uvodnicama umjesto jednostavnih izbočina.
Upravljanje toplinom u zatvorenom prostoru
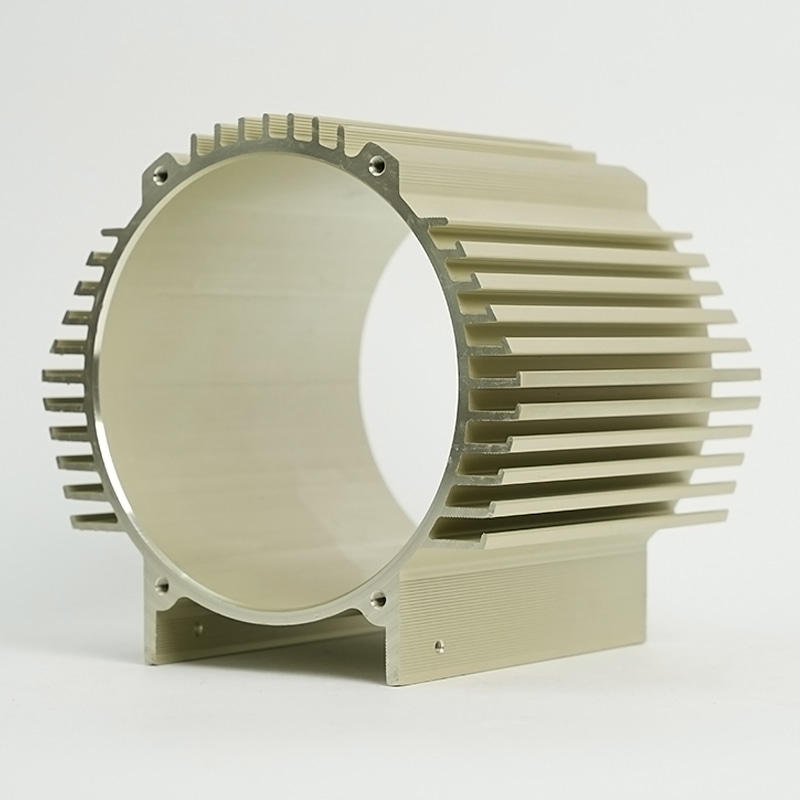
Motori viličara često rade u visokim radnim ciklusima - opetovano ubrzavajući i usporavajući terete od više tona - što stvara značajnu toplinu u fizički kompaktnom paketu. Ekstrudirana kućišta za ovu primjenu često uključuju uzdužne vanjske peraje formiran izravno u matrici za ekstruziju, povećavajući površinu za konvektivno hlađenje za 60 – 120 % u usporedbi s cilindrom s ravnom stijenkom ekvivalentnih dimenzija. Neki dizajni dodaju unutarnje spiralne utore ili aksijalne kanale koji omogućuju prisilno hlađenje tekućinom kada to aplikacija zahtijeva.
Aluminijsko kućište motora pumpe: Otpornost na koroziju i kompatibilnost s tekućinama
The aluminijsko kućište motora pumpe dijeli mnoga načela dizajna s uobičajenim kućištima električnih motora, ali se suočava s jedinstvenim nizom izazova kemijske kompatibilnosti kojih nema kod većine motora za suhu okolinu. Ovisno o dizanom mediju - vodi, otpadnoj vodi, poljoprivrednim kemikalijama, gorivima, tekućinama za hranu ili korozivnim industrijskim tekućinama - vanjsko okruženje oko kućišta motora može biti vrlo agresivno.
Odabir legure za vlažna okruženja
U primjenama s pumpom za čistu slatku vodu ili HVAC rashlađenu vodu, standardno A380 tlačno lijevani ili 6061 ekstrudirani aluminij dobro funkcionira bez dodatnog tretmana. Međutim, aplikacije koje uključuju:
- Morska voda ili salamura: Zahtijevajte legure serije 5000 (npr. 5052, 5083) s višim sadržajem magnezija za otpornost na kloride ili eloksirane 6061 sa zapečaćenom anodizacijom do ≥ 25 µm debljine.
- Poljoprivredne kemikalije ili gnojiva: Često uključuju amonijeve spojeve koji napadaju standardne slojeve aluminijevog oksida; epoksi premaz u prahu ili PTFE premaz otporan na kemikalije preko aluminijske ljuske standardna je praksa.
- Prerada hrane i pića: Zahtijevaju anodizirane ili obojene površine u skladu s FDA-om, bez izloženog sirovog aluminija koji bi mogao doći u kontakt s strujom proizvoda; vanjski dizajni bez pukotina sprječavaju nakupljanje bakterija.
Potopni u odnosu na blisko spojene dizajne
Kućišta motora pumpi općenito se dijele na dvije vrste ugradnje. Usko spojeni motori pumpi montirati izravno iza glave pumpe sa zajedničkom osovinom; kućište motora je izloženo prskanju i pari, ali nije uronjeno, tako da su standardna aluminijska tlačno lijevana kućišta s oznakom IP55 općenito odgovarajuća. Motori potopne pumpe zahtijevaju da kućište djeluje kao tlačna posuda — aluminijska ljuska mora izdržati vanjski hidrostatski tlak (obično 3 – 10 bara za pumpe za bušotine) dok istovremeno održava vodonepropusni integritet na svim brtvenim sučeljima. Izračuni debljine stijenke za potopna kućišta slijede kodove za projektiranje tlačnih posuda (ASME Odjeljak VIII ili EN 13445), sa faktorima sigurnosti od 3 – 4× koji se primjenjuju na projektirani tlak.
Površinski tretmani aluminijskih kućišta motora pumpi
Pravilna površinska obrada dramatično produljuje radni vijek u okruženjima crpki. Uobičajene opcije i njihovi tipični slučajevi upotrebe:
- Tvrda anodizacija (Tip III): Stvara sloj aluminijevog oksida debljine 25 – 75 µm s tvrdoćom po Vickersu od 400 – 600 HV. Idealno za površine izložene abraziji i blaga kemijska okruženja. Isplativo za legure 6061 i 6063.
- Epoksidni premaz u prahu: 60 – 100 µm debljine filma; izvrsna otpornost na slani sprej (1000 – 3000 sati prema ASTM B117); pogodan za poljoprivredne i morske zone prskanja. Zahtijeva temeljitu pripremu površine (pretvorba kromatom ili prethodna obrada cirkonatom).
- Bezelektrično poniklavanje: Jednoličan premaz koji se može postići na složenim unutarnjim geometrijama; pruža otpornost na koroziju i habanje u motorima pumpi za kemijske procese gdje je eloksiranje nekompatibilno s elektrolitom.
- Kromirana konverzijska prevlaka (alodin/iridite): Tanak (1 – 5 µm) vodljivi premaz koji se primarno koristi kao temeljni premaz ili za EMI-kritična kućišta gdje se površinska vodljivost mora održavati preko cijelog omotača.
Određivanje aluminijskog kućišta motora: popis ključnih parametara
Bilo da je izvor an aluminijsko kućište elektromotora , a ekstrudirano kućište motora viličara , ili an aluminijsko kućište motora pumpe , proces specifikacije trebao bi obuhvatiti ove kritične parametre kako bi se osiguralo da dobavljač isporučuje dio koji odgovara namjeni:
- Veličina okvira motora i IEC/NEMA oznaka: Definira promjer provrta, krug zvonastog vijka, zazor izbočine osovine i dimenzije podnožja za montažu. Sve se mora držati relevantnih tolerancija standarda.
- Nazivna snaga i radni ciklus: Određuje debljinu stijenke za rasipanje topline i konstrukcijska opterećenja. Motor od 10 kW koji radi u S1 (kontinuiranom) radu zahtijeva agresivniji toplinski dizajn od istog okvira u S3 (povremenom) radu.
- IP / NEMA ocjena kućišta: Određuje zahtjeve za brtvljenje koji izravno utječu na geometriju krajnjeg zvona, dimenzije utora za brtvu i odabir pričvršćivača.
- Radno okruženje: Potvrdite prisutnost izloženosti kemikalijama, uranjanja, ispiranja, razine vibracija (ISO 10816 zona ozbiljnosti) i raspon temperature okoline.
- Legura i stanje: Izričito navedite traženu leguru — nemojte to prepustiti dobavljaču ako primjena ima posebne zahtjeve za čvrstoću, obradivost ili koroziju.
- Površinska obrada i završna obrada: Navedite vrstu premaza, minimalnu debljinu, standard za ispitivanje prianjanja i sve zahtjeve za boju. Referentni primjenjivi standardi (MIL-A-8625 za eloksiranje, ASTM B117 za testiranje slanog spreja).
- Kritične tolerancije: Istaknite okruglost provrta (cirkularnost), promjer sjedišta ležaja i klasu pristajanja (obično H7/k6 ili H7/m6) i okomitost lica na os provrta — to izravno utječe na vijek trajanja ležaja i razine vibracija.
- Certifikati i dokumentacija: Zahtijevajte izvješća o ispitivanju materijala (MTR) prema EN 10204 3.1 ili 3.2, izvješća o pregledu dimenzija i potvrde o površinskoj obradi za svaku proizvodnu seriju.
Dobro specificirano aluminijsko kućište motora — bilo da je lijevano pod pritiskom za proizvodnju velikih količina, ekstrudirano za pogonski sklop viličara ili posebno tretirano za korozivno okruženje crpke — pruža desetljeća pouzdane usluge dok održava težinu sustava, toplinsku otpornost i ukupne troškove vlasništva na najnižim mogućim razinama.

















