Strukturna namjena i prednosti izvedbe
Aluminijsko kućište motora pumpe služi kao zaštitni omotač koji integrira stator elektromotora, ležajeve i rashladne sustave uz održavanje preciznog poravnanja sa dijelom hidrauličke pumpe. Pravilno projektirana aluminijska kućišta smanjuju ukupnu težinu crpke za 60-70% u usporedbi s ekvivalentima od lijevanog željeza istovremeno pružajući odgovarajuću elektromagnetsku zaštitu i otpornost na koroziju za industrijske aplikacije rukovanja tekućinama. Toplinska vodljivost materijala od 96 W/mK omogućuje učinkovito odvođenje topline iz namota motora, omogućujući kontinuirani rad na temperaturama do 80 stupnjeva Celzijusa okoline bez vanjskog hlađenja u većini konfiguracija. Ove karakteristike čine aluminij dominantnim izborom materijala za motore pumpi od stambenih jedinica s malo konjskih snaga do industrijskih sustava od 500 KS.
Globalni aluminijsko kućište motora pumpe tržište premašuje 2,8 milijardi dolara godišnje, potaknuto ulaganjima u infrastrukturu upravljanja vodom i širenjem HVAC sustava. Moderni dizajni kućišta sve više integriraju računalnu optimizaciju dinamike fluida za protok zraka za hlađenje i modularne arhitekture koje prihvaćaju više konfiguracija pumpi sa zajedničkih platformi za lijevanje.

Izbor legure i svojstva materijala
Odabir aluminijske legure za kućišta motora pumpe uravnotežuje zahtjeve za livljivost, mehaničku čvrstoću, otpornost na koroziju i toplinske performanse.
A380 i A383 legure za tlačni lijev
A380 aluminijska legura dominira primjenom visokotlačnog lijevanja pod pritiskom, sadrži 7,5-9,5% silicija i 3,0-4,0% bakra za postizanje izvrsne fluidnosti i minimalne poroznosti skupljanja. Vlačna čvrstoća od 320 MPa i granica razvlačenja od 160 MPa osiguravaju odgovarajući strukturni integritet za noge za ugradnju motora i spojeve prirubnice pumpe izložene hidrauličkom pritisku. Prirodna otpornost legure na koroziju, poboljšana kemijskim konverzijskim premazom ili eloksiranjem, podnosi izloženost vodi i blagim kemijskim okruženjima bez zaštitnog premaza.
A383 nudi modificirani sastav sa 9,5-11,5% silicija i 2,0-3,0% bakra , poboljšavajući karakteristike punjenja kalupa za dijelove kućišta s tankim stijenkama (2,5-3,5 milimetara) i složene unutarnje rashladne prolaze. Ova legura smanjuje tendenciju vrućih pukotina u zamršenim geometrijama dok zadržava 90% mehaničkih svojstava A380, što je čini preferiranom za proizvodnju velikih količina kompaktnih motornih jedinica pumpi.
Primjene kovanih legura i strojno obrađena kućišta
Velika kućišta motora pumpi promjera preko 400 milimetara ili koja zahtijevaju ekstremne nazivne tlakove koriste 6061-T6 aluminij obrađeni od ekstruzija ili otkovaka. Precipitacijsko očvrsnuta legura magnezij-silicida postiže granicu tečenja od 276 MPa i izvrsnu otpornost na zamor za okruženja s cikličkim opterećenjem. Strojno obrađena kućišta prihvaćaju integralne rashladne plašteve sa složenim unutarnjim geometrijama koje je nemoguće pouzdano lijevati, iako su troškovi proizvodnje 3-4 puta skuplji od ekvivalenata tlačno lijevanih.
| Vrsta legure | Proces | Vlačna čvrstoća | Otpornost na koroziju | Tipična primjena |
|---|---|---|---|---|
| A380 | Lijevanje pod pritiskom | 320 MPa | dobro | Pumpe opće namjene |
| A383 | Lijevanje pod pritiskom | 310 MPa | dobro | Složeni dizajni tankih stijenki |
| A360 | Lijevanje pod pritiskom | 300 MPa | Izvrsno | Morsko i korozivno okruženje |
| 6061-T6 | Strojna obrada | 310 MPa | Izvrsno | Visokotlačne velike pumpe |
Procesi proizvodnje tlačnog lijevanja
Visokotlačnim lijevanjem pod pritiskom proizvodi se većina aluminijskih kućišta motora pumpi s preciznošću dimenzija i završnom obradom površine minimalizirajući zahtjeve sekundarne strojne obrade.
Parametri tlačnog lijevanja u hladnoj komori
Strojevi u hladnim komorama sa silama zaključavanja od 800-2500 metričkih tona odgovaraju veličinama kućišta od 0,5 do 50 kilograma težine sačme. Rastaljeni aluminij na 680-720 stupnjeva Celzijusa prenosi se u hladnu komoru (horizontalna čahura) i ubrizgava u kalupe od kaljenog čelika pod pritiskom od 30-100 MPa unutar 20-100 milisekundi. Brzo skrućivanje (50-200 stupnjeva Celzija u sekundi) proizvodi fino zrnate strukture s minimalnom poroznošću, postižući lijevane dimenzijske tolerancije od plus ili minus 0,1 milimetar za kritične montažne površine motora.
Kontrola temperature matrice na 200-280 stupnjeva Celzijusa kroz kanale za cirkulaciju ulja sprječava pucanje uslijed toplinskog zamora dok istovremeno potiče usmjereno skrućivanje. Vakuumsko tlačno lijevanje smanjuje poroznost zarobljenog zraka za 60-80%, omogućujući nepropusne odljevke za kućišta pumpi izložene hidrauličkom pritisku od 10 bara bez brtvljenja impregnacijom.
Obrezivanje i sekundarne operacije
Lijevana kućišta podvrgavaju se automatiziranom obrezivanju radi uklanjanja vrata, vodilica i bljeskalica, nakon čega slijedi pjeskarenje ili vibracijska završna obrada kako bi se postigla Ra 3,2-6,3 mikrometra površinske obrade pogodan za bojanje ili premazivanje. Kritične operacije strojne obrade uključuju završnu obradu provrta ležaja (tolerancija H7), čeono glodanje za montažu motora (ravnina 0,05 milimetara) i ugradnju umetka s navojem za spojne točke pumpe. CNC obradni centri postižu točnost pozicioniranja od 0,01 milimetra za ove precizne značajke.
Upravljanje toplinom i integracija sustava hlađenja
Dizajn aluminijskog kućišta motora pumpe sve više naglašava mogućnosti rasipanja topline kako se gustoća snage motora povećava, a standardi učinkovitosti pooštravaju.
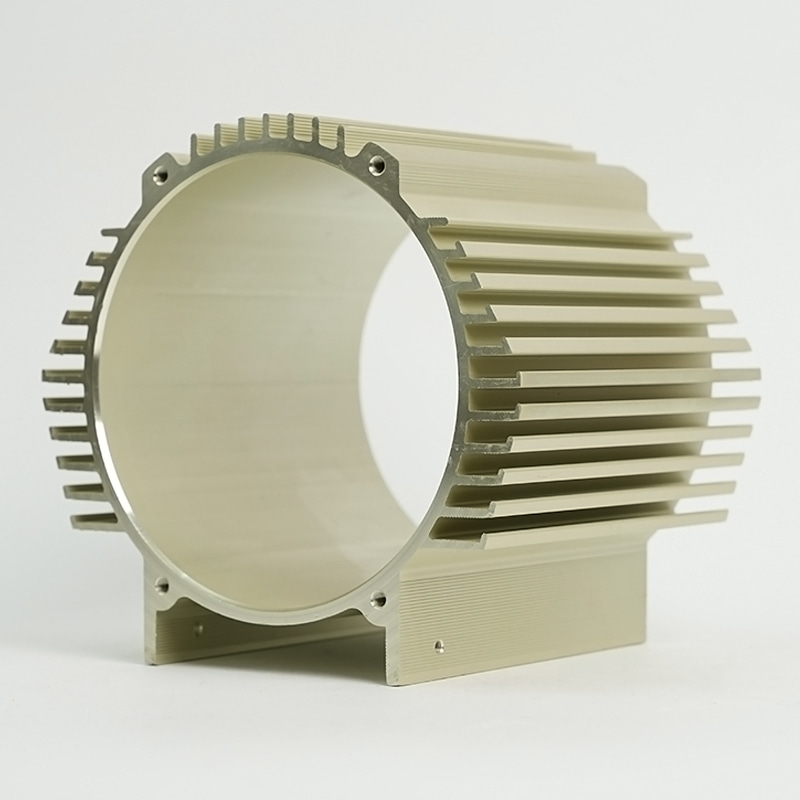
Dizajn vanjskih peraja i optimizacija protoka zraka
Hlađenje prirodnom konvekcijom uključuje aluminijska rebra debljine 2-4 milimetra s razmakom od 8-15 milimetara povećavajući površinu za 300-500% preko glatkih cilindričnih kućišta. Visina rebra od 20-40 milimetara uravnotežuje poboljšanje prijenosa topline u odnosu na troškove materijala i složenost lijevanja. Računalna simulacija dinamike fluida optimizira orijentaciju peraja za horizontalne i vertikalne konfiguracije montaže motora, s profilima u obliku slova T ili valovitim profilima koji povećavaju turbulenciju i koeficijente prijenosa topline na 15-25 W/m²K.
Prisilno hlađenje zrakom kroz integrirana kućišta ventilatora postiže stope rasipanja topline od 200-400 vata za kontinuirane motore crpki, s aluminijskim lopaticama ventilatora izlivenim kao integralni dio s kućištem ili pričvršćenim pomoću aluminijskih čvorišta za prešanje. Niska gustoća materijala (2,7 g/cm³) smanjuje rotacijsku inerciju i potrošnju energije motora ventilatora u usporedbi s alternativama od čelika.
Arhitektura plašta s tekućim hlađenjem
Koriste se motori pumpe velike snage integralne vodene jakne uliven u aluminijsko kućište, cirkulirajući rashladno sredstvo kroz spiralne ili aksijalne prolaze koji okružuju stator. Dizajn plašta održava debljinu stjenke od 3-5 milimetara između kanala za hlađenje i provrta statora kako bi se osiguralo odgovarajuće provođenje topline uz očuvanje strukturne krutosti. Ispitivanje tlaka do 1,5 puta većeg radnog tlaka provjerava cjelovitost plašta prije sklapanja motora.
Zaštita od korozije i završna obrada površina
Dok aluminij pokazuje prirodnu pasivizaciju, kućišta motora pumpi u agresivnim okruženjima zahtijevaju poboljšanu zaštitu putem kemijskih tretmana i premaza.
Pretvorbeni premazi i eloksiranje
Kromatne pretvorbene prevlake (Alodine) osiguravaju Zaštitne folije debljine 0,5-4 mikrometra povećava otpornost na koroziju i prianjanje boje, iako se formulacije heksavalentnog kroma suočavaju s regulatornim ograničenjima. Trovalentni krom i titan-cirkonijeve alternative postižu 80% tradicionalnih performansi uz usklađenost s okolišem. Anodizacija (sumporna kiselina tipa II) stvara slojeve aluminijevog oksida od 5-25 mikrometara s tvrdoćom od 200-300 HV, nudeći otpornost na abraziju za pomorske i industrijske crpke.
Sustavi bojanja u prahu i mokre boje
Premazivanje poliesterskim prahom na 60-80 mikrometara debljine pruža postojane kozmetičke i zaštitne završnice u standardnim bojama motora (crna, siva, plava). Elektrostatička primjena i stvrdnjavanje na 180-200 stupnjeva Celzijusa stvaraju umrežene filmove s tvrdoćom olovke od 2H i otpornošću na slani sprej preko 500 sati. Vlažni epoksidni ili poliuretanski sustavi služe za specijalizirane primjene koje zahtijevaju kemijsku otpornost na kiseline, lužine ili otapala koja se pojavljuju u procesu pumpanja.
Aluminijsko kućište motora pumpe predstavlja zrelu kategoriju proizvoda koja se ipak razvija u kojoj se spajaju znanost o materijalima, precizna proizvodnja i toplinsko inženjerstvo kako bi se omogućilo učinkovito rukovanje tekućinom u industrijskim, komercijalnim i stambenim aplikacijama. Kontinuirani razvoj legure i usavršavanje procesa lijevanja povećavaju dominaciju aluminija u konstrukciji motora pumpe u odnosu na konkurentske materijale.